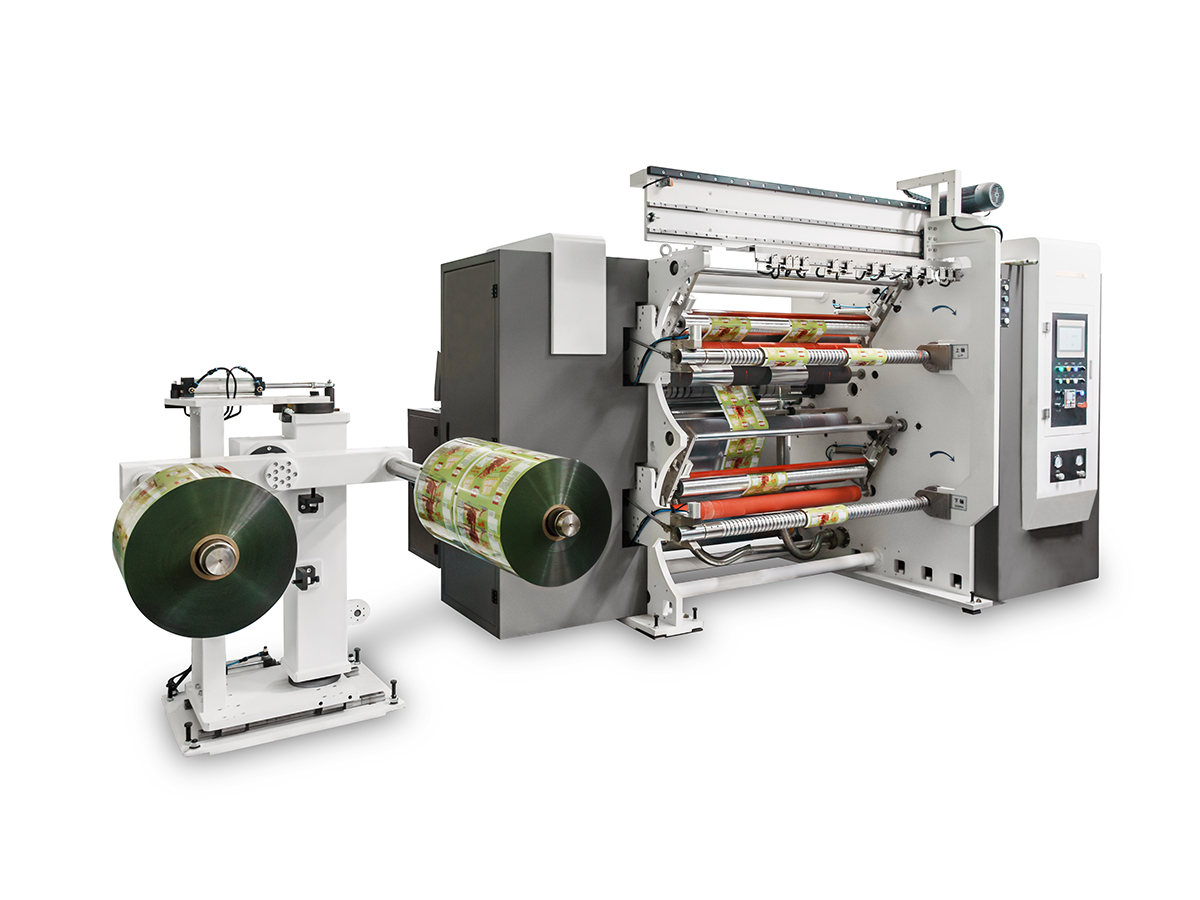
Az ipari gyártóberendezések területén, SL Oldószermentes egyállásos laminált gép számos iparág váltott fontosságú berendezésévé a magas színvonalú laminálási eljárások eléréséhez környezetbarát és hatékony kulcstulajdonságokkal. Ha azmentes egyállásos laminálógép befejezi a pontos összeszerelési folyamatot, az nem jelenti azt, hogy közvetlenül gyártásba kerülhet. A szigorú hibakeresési folyamat fontos láncszem annak biztosításához, hogy teljesítménye megfeleljen a szabványoknak. Az üresjárati hibakeresés és a terheléses hibakeresés két szakasza a hibakeresési folyamat alapvető lépései, amelyek szerepet játszanak a berendezések stabil működésében és a gyártás minőségében. )
A terhelés nélküli hibakeresés a berendezés hibakeresésének kezdeti szakasza. Terheletlen állapotban a berendezés megkezdi a működési tesztek végrehajtását. Az első dolog, amit mozgásni kell, az egyes alkatrészek állapota. A laminálógép belső szerkezete összetett, sok mozgó alkatrészt tartalmaz, mint például letekercselő görgők, bevonó görgők, kompozit hengerek és tekercselő görgők. Ezeknek az alkatrészeknek fenn kell tartaniuk a zavartalan működési állapotot, amikor a berendezés működik. A hibakereső személyzet gondosan figyeli az egyes görők forgását, hogy megmondja, nincs-e elakadás vagy rendellenes zaj. A henger rossz forgása a hordozó bizonytalan szállítását okozhatja, ami viszont befolyásolja a későbbi bevonási és laminálási folyamatokat. Ha rendellenességet észlel, az üzembe helyező személyzet azonnal leállítja a gépet, hogy ellenőrizze, hogy-e olyan problémákat, mint például az alkatrészek beszerelési helytelensége, a csapágyak sérülése, az elégtelen kenés stb., és időben elvégzi a beállításokat és javításokat. )
Az üresjárati üzembe helyezés fókuszában is az átviteli rendszer működése áll. Az átviteli rendszer biztosítja a teljesítmény pontos biztosítását minden mozgó részhez, hogy biztosítsa a berendezés szabályos működését. Az üzembehelyezés során az üzembe helyező személyzet ellenőrzi, hogy a fogaskerek összekapcsolása pontos-e és a láncfeszesség megfelelő-e. A fogaskerek nem megfelelő összekapcsolása csökkenti a sebességváltó hatékonyságát, sőt a berendezés vibrációját és zaját is okozhatja, ami befolyásolja a berendezés élettartamát; a túl laza vagy túl szoros láncfeszesség instabillá teszi a sebességváltót és zavarja a berendezés normál működését. Az üzembehelyezést végző személyzet az aktuális helyzetnek megfelelően finomhangolja a fogaskerekes távolságot és be a lánc feszességét, hogy az erőátviteli rendszer stabilan és hatékonyan működjön. )
Az oldószer egyállásos laminálógép működésében az elektromos vezérlőrendszer az "agy" szerepét tölti be, a berendezés különféle funkcióit, paramétereit vezérli. Az üresjárati üzembe helyezés során az üzembe helyező személyzet egyenként teszteli az elektromos vezérlőrendszer minden funkcióját. A berendezés indító és leállító gombjaitól az egyes szenzorok jelátvitelén át a különböző paraméterek beállításáig és a kezelőpanelen történő megjelenítésig átfogó és részletes ellenőrzés szükséges. Például, hogy az érzékelő pontos érzékeli-e a szubsztrátumének és feszültségének változásait, és azonnal visszaküldi-e a jelet a vezérlőrendszernek; tudja, hogy a előrevezérlőpanelen beállított paraméterek pontosan továbbíthatók-e a berendezés különböző aktuátoraihoz, hogy a berendezés az beállított program szerint működjön. Ha az elektromos vezérlőrendszerben hibát találtak, az üzembe helyező személyzet professzionális vizsgálóműszerekkel ellenőrzi az áramköröket és alkatrészeket, megkeresi a hibapontot és kijavítja. )
Az üresjárati üzembe helyezés során a legjobb üzemállapot eléréséhez kulcsa a berendezés paramétereinek beállítása. A henger sebessége az egyik fontos paraméter, amely befolyásolja a laminálás hatékonyságát és minőségét. A különböző szubsztrátumok és laminálási eljárások eltérő követelményeit támasztják a henger sebességével szemben. Az üzembe helyező személyzet tervezés állítja be és teszteli a görgősebességet a paramétereknek és a berendezés tényleges működésének megfelelően. A hengeren lévő szubsztrátum szállítási sebességének és stabilitásának megfigyelésével megítélhető, hogy a sebesség megfelelő-e. Ha a sebesség túl nagy, az aljzat meghajtását és deformálódását okozhatja; ha a sebesség túl lassú, az befolyásolja a termelés hatékonyságát. Csak a feszültségszabályozó rendszer beállítási értékét pontosan kell beállítani. Megfelelő feszítéssel biztosítható, hogy az aljzat sík maradjon a szállítás során, és elkerülhető legyen a ráncok, eltérések és egyéb problémák. Az üzembehelyezést végző személyzet ismételten hibakeresést végez a feszültségszabályozó rendszeren az anyag, a vastagság és a laminálási folyamat követelményei szerint, hogy megtalálja a legjobb feszültségbeállítási értéket annak érdekében, hogy az aljzat mindig stabil állapotban legyen a laminálási folyamat során. )
Amikor az üresjárati behelyezést biztosítja, hogy a berendezés minden alkatrészének mozgása normális, az átviteli rendszer stabil, az elektromos vezérlőrendszer jól működik és a paraméterek megfelelő tartományra vannak állítva, az üzemmentes egyállomásos laminálógép terheléses üzembe helyezési szakaszba lép. A terheléses üzembe helyezés szimulálja a tényleges gyártási körülményeket, és különböző anyagú és vastagságú aljzatokat és ragasztókat helyez a berendezésbe a laminálási tesztekhez, ami a berendezés teljesítményének átfogó tesztje. )
A terheléses üzembe helyezés az első dolog, amire figyelni kell, az a laminálás minősége. A laminálási szilárdság az egyik legfontosabb mutató a laminálás minőségének mérésére. Az üzembehelyezést végző személyzet a hordozók és ragasztók különböző tételeit és típusait választja ki, és a laminálási műveleteket a tényleges gyártási folyamatnak megfelelően el. A laminálás befejezése után a lamináló rész szilárdságát professzionális vizsgálóberendezéssel tesztelik. Ha a kötési szilárdság nem, akkor nem megfelelő ragasztóbevonat, egyenetlen bevonat vagy ragasztási nyomás, hőmérséklet és egyéb paraméterek ésszerű beállítás okozhatja. Az üzembe helyező személyzet egy lehetséges okokat egyenként kivizsgálja és korrigálja. Például növelje a ragasztóbevonat mennyiségét, optimalizálja a bevonóhenger sebességét és nyomását, állítsa be a kötőhenger más hőmérsékletét és nyomását és paramétereit, és végezze el a ragasztási tesztet, amíg a kötési szilárdság el nem éri a tervezési. )
A ragasztás utáni megjelenés minőségét nem szabad figyelmen kívül hagyni. A terhelés hibakeresési folyamata során az üzembe helyező személyzet gondosan ellenőrzi, hogy nincsenek-e hibák, például buborékok, ráncok és ragasztónyomok a ragasztott termék felületén. A buborékképződés oka lehet a levegő keverése a ragasztóban vagy az egyenetlen nyomás a kötési folyamat során; a ráncok az aljzat nem megfelelő feszültségszabályozásával és az egyenetlen görgőfelülettel kapcsolatosak lehetnek; a ragasztónyomok megjelenését a bevonóhenger elégtelen pontossága vagy a ragasztó rossz folyékonysága okozhatja. Ezen megjelenési hibák esetén az üzembe helyezést végző személyzet megfelelő azok javítására. Például a ragasztó gáztalanítása, a feszültségszabályozó rendszer optimalizálása, a henger felületének polírozása, a ragasztó formulájának beállítása a folyékonyságának javítása érdekében stb. folyamatos beállítással és teszteléssel biztosítják, hogy a ragasztás utáni termék megjelenési minősége megfeleljen a szabványnak. )
A terhelési hibakeresés során a berendezés működési stabilitása és megbízhatósága is fontos ellenőrzési tartalom. A hosszú távú szimulált gyártási művelet során a hibakereső személyzet kiemelt figyelmet fordít a berendezés egyes aeinek működési állapotára, és figyeli a berendezés hőmérsékletét, rezgését, zaját és egyéb paramétereit. A berendezés hosszú távú használata az alkatrészek felmelegedését okozhatja. Ha a hőmérséklet túl magas, az befolyásolja a berendezés teljesítményét és élettartamát. A hibakereső személyzet ellenőrzi, hogy a hűtőrendszer megfelelően működik-e, és jó-e a hőelvezetési hatás, és elvégzi a megfelelő beállításokat. A berendezés túlzott vibrációja és zaja esetleges meghibásodását jelezheti. A hibakereső személyzet professzionális rezgésérzékelő műszereket és zajérzékelő berendezéseket használ a rezgés és zaj forrásának elemzésére, a meglazult alkatrészek meghúzására és a kopott alkatrészek cseréjére, hogy a berendezés stabil és megbízható állapotát tudjon fenntartani a terhelés alatt. )
A terhelési hibakereséshez a berendezés termelési hatékonyságának értékelése szükséges. A tényleges gyártás szimulálása során rögzítse a berendezés egységnyi idő alatti kötési teljesítményét, és hasonlítsa össze a berendezés tervezési kapacitásával. Ha a termelés hatékonysága nem felel meg az elvárásoknak, az üzembehelyezést végző személyzet elemzi az okokat, ami lehet, hogy a berendezés üzemi paraméterei nem ésszerűen beállítva, vagy a folyamatfolyamatban van lehetőség optimalizálni. Az üzembe helyező személyzet optimalizálja és beállítja a berendezés működési sebességét, az egyes folyamatok közötti kapcsolódási időt stb., valamint rendezi és javítja a folyamatfolyamatokat. A folyamatos tesztelés és optimalizálás révén a berendezés gyártási hatékonysága javítható, hogy megfeleljen a tervezési követelményeknek.
Lépjen kapcsolatba velünk
Ajánlott termékek
Kezek összefogása Huitonggal
Szabja személyre rugalmas csomagolóeszköz-megoldását
Érdeklődjön most
lépjen kapcsolatba velünk
Tel: +86-0510-86328508
+86-0510-86324508
Mob: +86-13914908980
Email: [email protected]
ADD: No. 429 Xizhang Road, Gushan Town, Jiangyin City, Jiangsu tartomány, Kína